
当前位置:首页 > 产品中心











































高细立磨偏心轴配合尺寸

配合尺寸公差表(轴) MITSUBISHI MATERIALS
2023年9月20日 — 配合尺寸公差表(轴) 备注 表中各段中,上面值为尺寸允许差上限,下面值为尺寸允许差下限。 h8 h9本发明涉及一种偏心轴的磨削加工方法,1)确定偏心轴要加工的外圆为偏心轴圆周面φA和φB;2)把偏心轴工件端面通过磨床加工出基准平面C;3)磨床上的旋转盘采用电磁吸盘,偏心 一种偏心轴的磨削加工方法 百度学术偏心轴的磨削及配重平衡 (1)偏心轴两组中心孔的定心精度完全由数控镗床保证。 同时要求中心孔的角度为75°,用角度量规检查接触率≥80%,圆度002 mm,粗糙度达Ra16 μm以 偏心轴的磨削及配重平衡百度文库由于我国水泥行业产业政策的改变以及生产规模的扩大,我国还不得不从国外进口数十台与4000~6 000t/d水泥生产线配套的原料立磨。 到为止,我国已经研制出具有自主知识产权的并成功应用在水泥工业的生料、 煤粉 、 立磨百度百科

解决偏心零件加工难点——专用组合夹具设计 知乎
2020年1月18日 — 根据斜床身数控车床液压卡盘装置的尺寸,设计出组合专用夹具轴头(如图2所示),并保证相关孔位尺寸及攻丝,完成后的轴头可直接安装在数控车床上替代液压卡盘使用。 图2 轴头 二、工序1定位端盖设 2014年6月18日 — 线性尺寸的公差应按图示三种形式之一标注:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边 (图1);当采用极限偏差标注线性尺寸 尺寸公差与配合的标注 (GB/T44585—2003)尺寸设计包括两个方面:一是确定轴的直径和长度,以满足承载和传输力矩的要求;二是确定轴的偏心量,以实现偏心轴的传动功能。 6精加工:偏心轴的精加工主要包括车削、铣 偏心轴的工艺规程与设计 百度文库2018年10月8日 — 偏心轴承安装指南 安装指南: 一、装配现场应尽可能保持清洁,没有灰尘;要避免 偏心轴承 沾染灰尘、污染物和湿气(污染物对 滚动轴承 的运转和使用寿命有 偏心轴承安装指南 轴承百科 Bearing Wiki
.jpg)
车削中心加工的偏心轴 机械加工 机械社区 百万机械行业
2018年2月1日 — 最近在做偏心轴,尺寸公差倒不是什么问题,偏心有不是问题,问题是用正常的液压三爪卡盘来加工,毛肧是棒料还要切断,直接用轴向动力头来加工吧,刀具还干涉,加工不到位置,或者是用中间缺一块的非标铣刀才行,费用太高,做几个样件不合适,再说还不知道行不行呢,怎么办呢?油封和轴的配合尺寸30~5006~10120~18009~1450~8007~12180~22010~15油封在使用过程中的电大偏心量应加以严格控制,以确保密封效果,偏听偏心量范围见表34带弹簧油封不带弹簧油封轴偏心安装偏心量轴偏心量安装偏心量>250250150100 油封和轴的配合尺寸 百度文库2021年1月10日 — 《油封和轴的配合尺寸》docx,旋转轴的表面硬度,一般取 30?40HRC 1、油封及座孔的要求 ★要保证油封座孔与旋转轴的同轴度。 ★采用外骨架油封时,应该注意选择热膨胀系数与座孔材质相近的金届牌号的 材料制作骨架,以确保油封装配后的牢固性 《油封和轴的配合尺寸》docx原创力文档2020年8月19日 — 一、轴承配合一般都是过渡配合,但在有特殊情况下可选过盈配合,但很少。因为轴承与轴配合是轴承的内圈与轴配合,使用的是基孔制,本来轴承是应该完全对零的,我们在实际使用中也完全可以这样认为,但为了防止轴承内圈与轴的最小极限尺寸配合时产生内圈滚动,伤害轴的g面,所以我们的 轴承与轴配合的公差等级 知乎
.jpg)
配合查询 公差与配合查询 Mechtool 在线机械设计工具
2023年11月28日 — 间隙配合 在孔与轴的配合中,孔的尺寸减去相配合轴的尺寸,其差值为正时为间隙。间隙配合就是孔公差带在轴公差带之上,具有间隙的配合(包括最小间隙为零的配合)。 间隙配合时轴的基本偏差选用说明: (1) a、b:可得到特别大的间隙,应用很少。2018年10月8日 — 二、检查轴承座孔和轴上的配合面的尺寸精度和清洁度; 三、给轴承套圈的配合面涂上少许油或少许脂; 四、确保轴和轴承座孔有一个10°~15°的引导倒角; 五、不要过分冷却偏心轴承(冷凝产生的水分可导致轴承及轴承的配合面腐蚀);偏心轴承安装指南 轴承百科 Bearing Wiki骨架油封与轴的配合尺寸为了确保骨架油封与轴之间有良好的密封效果,需要正确选择和控制配合尺寸。 一般来说,配合过紧会导致摩擦力增大、温升过高,甚至造成轴的损坏;配合过松则会导致泄漏,无法实现密封效果。3 影响因素确定骨架油封与轴 骨架油封与轴的配合尺寸 百度文库2024年8月20日 — 用于单、双拐压缩机偏心轴拐颈磨削 工序集约 一次装夹(一次上下料)实现2拐颈磨削 CX轴随动磨削方式,无需偏心卡盘 砂轮台直线电机高速进给,大幅缩短加工时间 减少生产线成本 高精度 2拐颈通过一次装夹磨削方式,偏心量和相位精度得到提高压缩机偏心轴磨床捷太格特中国官方网站 JTEKT

偏心轴的工艺规程与设计 百度文库
3尺寸设计:偏心轴的尺寸设计需要考虑到其使用环境和负载要求。尺寸设计包括两个方面:一是确定轴的直径和长度,以满足承载和传输力矩的要求;二是确定轴的偏心量,以实现偏心轴的传动功能。 6精加工:偏心轴的精加工主要包括车削、铣削和切割等3 天之前 — 如下图所示的偏心轴零件的A表面需进行渗碳处理,渗碳层深度要求为05~08mm。与A面有关的加工过程如下: (1)精车A面达到尺寸 (2)渗碳处理,控制渗碳层深度为t; (3)精磨A面,保证尺寸 ,同时保证渗碳层深度达到规定要求。 试确定t的数 如下图所示的偏心轴零件的A表面需进行渗碳处理,渗碳层 2023年11月28日 — (3)弧长的尺寸数字上方,须用细实线画出符号"⌒" 球面尺寸的注法 标注球面的直径和半径时,应在符号"φ"和"R"前再加注符号"S" 对于螺钉、铆钉的头部、轴(包括螺杆)及手柄的端部等,在不致引起误 各类尺寸的注法(摘自GB/T 445842003) 图样注法 2019年12月7日 — 什么好的解决方法能“变废为宝”呢?在这里指的是,当颚破的偏心轴与轴承磨损后,我们不要着急更换轴承,中华轴承网教大家如何更好的去修复这种现象。 1、偏心轴的修复 偏心轴的主要磨损形式有轴颈和偏心段轴颈严重磨损,轴线弯曲过大和疲劳断裂。颚破轴承引发“闷车”咋办?解决好方法“变废为宝”工作
.jpg)
一种偏心轴的磨削加工方法 百度学术
摘要: 本发明涉及一种偏心轴的磨削加工方法,1)确定偏心轴要加工的外圆为偏心轴圆周面φA和φB;2)把偏心轴工件端面通过磨床加工出基准平面C;3)磨床上的旋转盘采用电磁吸盘,偏心轴工件的基准平面C吸附在电磁吸盘上,4)设定加工径向支承基准;偏心轴圆周面φA和φB为分别加工,加工圆周面φA时,圆周面 配合尺寸公差表(轴 ) 基本尺寸的 区分(mm) 轴的公差等级 > ʽ b9 c9 d8 d9 e7 e8 e9 f6 f7 f8 g5 g6 h5 h6 h7 ─ ─140 ─60 ─20 ─20 ─14 ─14 ─14 ─6 ─6 ─6 ─2 ─2 0 0 0 3 ─165 ─85 ─34 ─45 ─24 ─28 ─39 ─12 ─16 ─20 ─6 配合尺寸公差表(轴) 百度文库2012年5月22日 — 数控车工二级技师论文题目偏心件的孔轴配合加工专业数控技术与机械加工班级08数控技师(本)学生姓名**健学号07指导教师王磊吴艳2012年5月江苏省扬州技师学院技师论文2摘要随着社会的需要和科学技术的快速发展产品的竞争愈来愈激烈,学习数控技术的人不断增长,而真正掌握这项技术的人 数控车技师论文偏心件的孔轴配合加工 豆丁网阿里巴巴精密偏心轴精密数控外圆磨厂家非标轴定制轴类加工轴加工工厂,加工,这里云集了众多的供应商,采购商,制造商。这是精密偏心轴精密数控外圆磨厂家非标轴定制轴类加工轴加工工厂的详细页面。机加工类型:车削,货号:kit02,加工精度:精加工,车削类型:数控车,加工材料:碳钢 精密偏心轴精密数控外圆磨厂家非标轴定制轴类加工轴加工

偏心研磨机 — Klingspor 磨削技术
偏心研磨机主要适用于粗磨和精磨。由于特殊的运动方式不会在材料中产生较深的痕迹。 然而根据偏心研磨机的型号和颗粒大小,也可以达到出色的去除值。 金世博库存有大量偏心研磨机的拉绒砂碟,包括常见的直径和孔型。公差与配合尺寸大于常用孔轴公差带附录提供的基本尺寸大于的标准公差和基本偏差的数值确定的孔轴公差带适用于基本尺寸大本标准内所用的术语代号和温度条件均符合 返回总目录 返回分目录 后退! 中国重型机械集团公司标准(新)公差与配合 尺寸大于3150至10000MM孔、轴公差带2018年1月21日 — 偏心轴设计说明书doc,目 录 一、绪 论 4 1、题的提出 4 二、偏心轴零件的分析 5 1、零件的功用 5 2、结构特点及其工艺性 6 3、零件的技术要求 6 三、毛坯的确定 8 1、毛坯材料的确定 8 2、毛坯的铸造技术 8 3、毛坯的形状及尺寸的确定 8 4、毛坯的热处理 9 四、偏心轴的机械加工工艺规程设计偏心轴设计说明书doc 原创力文档第三章 配合尺寸与配合公差21第二节 配合制度基孔制配合实例22第二节 配合制度三、基轴制配合用轴的偏差代号h(上偏差es=0) 与孔的不同偏差代号形成的各种配合。间隙配合过渡配合过盈配合23第二节 配合制度基轴制配合实例思考?第三章 配合尺寸与配合公差百度文库
.jpg)
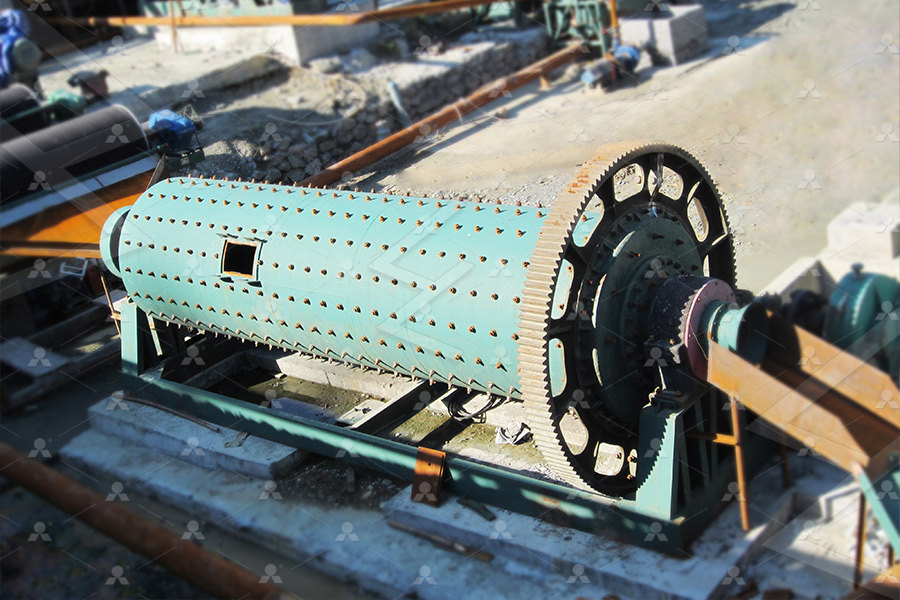
立式磨机百度百科
立磨的粉磨工艺是由一套碾磨装置(即磨辊和磨盘)来完成的,物料在磨辊和磨盘之间被碾磨成粉状。碾磨装置的运动由磨盘回转并相应带动磨辊传动,碾磨压力除了磨辊自重外,主要靠一套液压装置对磨盘物料加压。2019年6月17日 — 旋转轴的表面硬度,一般取30~40HRC。11、油封及座孔的要求★要保证油封座孔与旋转轴的同轴度。★采用外骨架油封时,应该注意选择热膨胀系数与座孔材质相近的金属牌号的材料制作骨架,以确保油封装配后的牢固性和可拆性。★油封座孔的内径公差及表面粗糙度,应该符合表31要求。油封与轴的配合尺寸 道客巴巴立磨的研发与生产技术要求很高,我国相关研究机构曾在80 年代就提出在水泥行业大力推广立磨的建议,而且当时也有一些厂家推出了自己的立磨产品。但在当时的研发水平局限下,这时的立磨产品具有不可避免的技术缺陷,因此很多水泥生产厂家最后重 立磨百度百科2021年1月19日 — 在机器装配中,基本尺寸相同的、相互结合的孔和轴的公差带之间的关系,称为配合。由于孔和轴的实际尺寸不同,装配后可以产生“间隙”或“过盈”。在孔与轴的配合中,孔的尺寸减去轴的尺寸所得的代数差为正值时是间隙,为负值时是过盈。1 配合的种类机械制图的公差与配合及其标注方法 知乎
.jpg)
磨床捷太格特机床(大连)有限公司
2024年5月29日 — GT011i 压缩机偏心轴 磨床 一次装夹 (一次上下料) 实现 2 拐颈磨削 通过 CX 轴随动磨削,可轻松应对偏心量各异的工件的磨削 实现高品质加工表面的 CX 2 轴 同时控制磨削方式 提高单位空间的生产效率 IoE 时代的 HMI TOYOPUCTouch 油封在使用过程中的电大偏心量应加以严格控制,以确保密封效果,偏听偏心量范围见表34 带弹簧油封 不带弹簧油封 轴偏心 安装偏心量 轴偏心量 安装偏心量 >25 25~65 25油封和轴的配合尺寸 百度文库2016年4月29日 — 23偏心轴与配重体运转中的平衡形式按工艺要求先磨偏心轴颈Ø920h6,磨前按图3将配重体分别装在偏心轴两端工艺卡头Ⅰ、Ⅱ上,把上定位端键。 磨削前顶偏心中心孔Ⅲ—Ⅲ,磨床拨盘直接拨动配重体使偏心轴旋转即可加工。偏心轴的磨削及配重平衡 豆丁网1偏心轴的检查考核40%。 2偏心轴车削工艺方案、操作知识30%。 3考勤、学习态度、团队合作精神、质量意识和安全文 明意识30%。 表和中拖板刻度配合检测。 偏心轴的加工工艺 任务三 计划 431 偏心轴车削工艺设计 偏心轴的加工工艺 一确定加工方法偏心盘偏心套偏心轴偏心距百度文库
项目二 偏心轴的检测百度文库
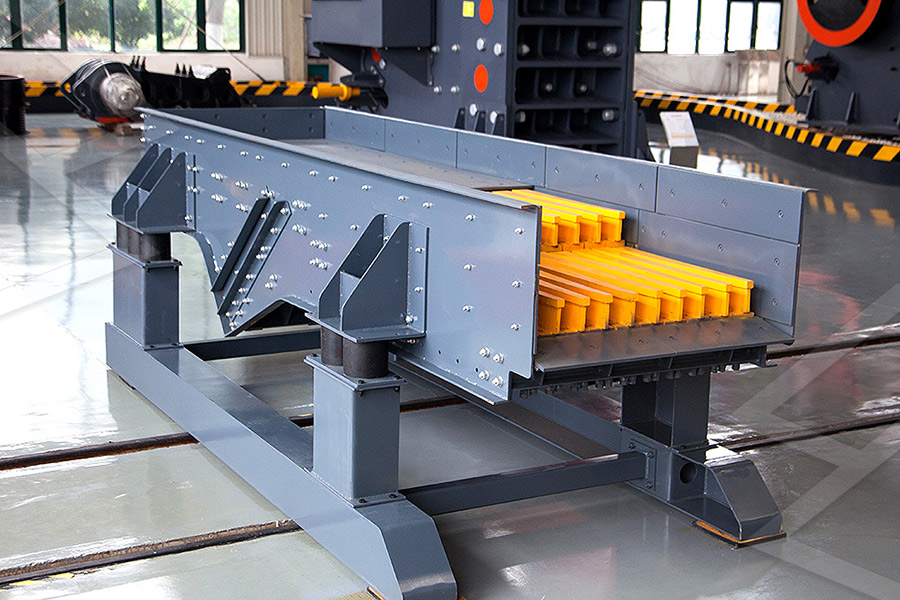
项目二 偏心轴的检测 项目一 偏心轴的检测 偏心轴是机械零件中常见的一种零件, 用来支承传动零件、传递转矩,其具有配合 和传动要求的圆柱面有较高的尺寸精度要求 ,各圆柱面的轴线存在一定的偏心距。检测 偏心轴上各直径和偏心距是本项目的两个任 务。3 天之前 — 您可以对齐配合以精确还原或第二同心配合并将等距应用到偏心同心配合。 或者,您也可以将等距同等地应用到两组匹配孔。 您还可以指定允许的公差,超过该值偏心配合将会过定义装配体并将显示错误。 要 允许偏心同心配合 2021 SOLIDWORKS 帮助HRM型立式磨是江苏鹏飞集团股份有限公司跟国内大院大所密切合作,广泛吸受国外立磨先进技术,总结多年的实践经验,研究、设计、制造的一种高效、节能、环保的烘干兼粉磨设备,它集烘干、粉磨、选粉、输送为一体,具有适应性广、粉磨效率高、电耗低、磨耗小、烘干能力大、产品细度调节 HRM型立式磨系列(PFRM系列)说明书(全)鹏飞产品 产品简介: 振动筛偏心轴配合尺寸 发布时间: 更新 有效时间: 长期有效 在线咨询: 点此询价(厂家7/24在线 2016年11月14日本产品的生产能力为400t2mh?的大型振动筛吊环偏心轴吊环偏心轴,对于筛框的材料有比较高的要求,现采用高强度和高 振动筛偏心轴配合尺寸厂家/价格采石场设备网
.jpg)
油封和轴的配合尺寸 百度文库
油封和轴的配合尺寸表32 油封外径与圆周公差2、旋转轴的设计要求 油封安装时,为获得造当 表34 油封电大允许偏心量 油封设计的尺寸公差依据 关于油封的高度公差,建议之范围如右表 油封的外径和腔体表面之间,必须需要有合适Array的 干涉量 台阶偏心轴的加工工艺较为典型,反映了偏心轴类零件的大部分内容与基本规律下面就介绍一种偏心轴常用的加工工艺。 二、拟订加工工艺 (一)、零件图样分析 图A1 图A1所示是常见的偏心轴零件。它属于台阶轴类偏心轴,由圆柱面、轴肩、退刀槽、键槽等偏心轴的加工 百度文库一、排组立图的步骤 1、 把产品的3D图文件转到2D图档上,需将倒勾或有机构处做剖面,要注意比例问题。(1:1比例); 2、 转到2D图文件上的产品图要加缩水和镜像。注意:完成以上两步骤后必须检查,可以测量产品在加缩水前后的同一地方,来检查缩水加的是否正【技术资料】塑胶模具2D排位图步骤及注意事项 模具学习 2021年7月16日 — 如果目标尺寸是零件1和2在右侧端面的对齐度,那么在选取尺寸链时,螺钉孔与零件1之间的间隙应该怎么处理?— 2 — 使用笨办法计算端面对齐度的最大最小值 首先,我们使用笨办法计算端面对齐度的最大最小值(极值法手工计算);然后把结果作为判断依据,来判断尺寸链选择的正确性。公差分析 尺寸链难题——零部件之间的间隙怎么处理? 知乎
.jpg)
圆锥的尺寸和公差注法
2014年6月18日 — 根据 GB / T 12360 的要求,相配合的圆锥应保证各装配件的径向和 (或) 轴向位置。标注两个相配圆锥的尺寸及公差时,应确定 : 具有相同的锥度或锥角 : 标注尺寸公差的圆锥直径的基本尺寸应一致; 确 定直径 (图 a) 和位置 (图 b) 的理论正确尺寸与两装配件的偏心轴 传统加工偏心件的方法 偏心工件就是零件的外圆和外圆或外圆 与内孔的轴线平行而不相重合,偏一个距离 的工件。这两条平行轴线之间的距离称为偏 心距。外圆与外圆偏心的零件叫做偏心轴或 偏心盘;外圆与内孔偏心的零件叫偏心套。 如图所示。偏心轴加工工艺 百度文库2017年2月17日 — 一般配合间隙为01~08mm,高速砂轮间隙要小些。用法兰盘装夹砂轮时,两个法兰盘直径应相等,其外径应不小于砂轮外径的1/3 3)砂轮的孔径与法兰盘底盘和轴颈配合应有适当间隙,以防止磨削过程中受热膨胀而导致砂轮碎裂。砂轮安装、砂轮平衡、砂轮修整你做的都对吗?上海天然金刚 2018年2月1日 — 最近在做偏心轴,尺寸公差倒不是什么问题,偏心有不是问题,问题是用正常的液压三爪卡盘来加工,毛肧是棒料还要切断,直接用轴向动力头来加工吧,刀具还干涉,加工不到位置,或者是用中间缺一块的非标铣刀才行,费用太高,做几个样件不合适,再说还不知道行不行呢,怎么办呢?车削中心加工的偏心轴 机械加工 机械社区 百万机械行业

油封和轴的配合尺寸 百度文库
油封和轴的配合尺寸30~5006~10120~18009~1450~8007~12180~22010~15油封在使用过程中的电大偏心量应加以严格控制,以确保密封效果,偏听偏心量范围见表34带弹簧油封不带弹簧油封轴偏心安装偏心量轴偏心量安装偏心量>250250150100 2021年1月10日 — 《油封和轴的配合尺寸》docx,旋转轴的表面硬度,一般取 30?40HRC 1、油封及座孔的要求 ★要保证油封座孔与旋转轴的同轴度。 ★采用外骨架油封时,应该注意选择热膨胀系数与座孔材质相近的金届牌号的 材料制作骨架,以确保油封装配后的牢固性 《油封和轴的配合尺寸》docx原创力文档2020年8月19日 — 一、轴承配合一般都是过渡配合,但在有特殊情况下可选过盈配合,但很少。因为轴承与轴配合是轴承的内圈与轴配合,使用的是基孔制,本来轴承是应该完全对零的,我们在实际使用中也完全可以这样认为,但为了防止轴承内圈与轴的最小极限尺寸配合时产生内圈滚动,伤害轴的g面,所以我们的 轴承与轴配合的公差等级 知乎2023年11月28日 — 间隙配合 在孔与轴的配合中,孔的尺寸减去相配合轴的尺寸,其差值为正时为间隙。间隙配合就是孔公差带在轴公差带之上,具有间隙的配合(包括最小间隙为零的配合)。 间隙配合时轴的基本偏差选用说明: (1) a、b:可得到特别大的间隙,应用很少。配合查询 公差与配合查询 Mechtool 在线机械设计工具

偏心轴承安装指南 轴承百科 Bearing Wiki
2018年10月8日 — 二、检查轴承座孔和轴上的配合面的尺寸精度和清洁度; 三、给轴承套圈的配合面涂上少许油或少许脂; 四、确保轴和轴承座孔有一个10°~15°的引导倒角; 五、不要过分冷却偏心轴承(冷凝产生的水分可导致轴承及轴承的配合面腐蚀);骨架油封与轴的配合尺寸为了确保骨架油封与轴之间有良好的密封效果,需要正确选择和控制配合尺寸。 一般来说,配合过紧会导致摩擦力增大、温升过高,甚至造成轴的损坏;配合过松则会导致泄漏,无法实现密封效果。3 影响因素确定骨架油封与轴 骨架油封与轴的配合尺寸 百度文库2024年8月20日 — 用于单、双拐压缩机偏心轴拐颈磨削 工序集约 一次装夹(一次上下料)实现2拐颈磨削 CX轴随动磨削方式,无需偏心卡盘 砂轮台直线电机高速进给,大幅缩短加工时间 减少生产线成本 高精度 2拐颈通过一次装夹磨削方式,偏心量和相位精度得到提高压缩机偏心轴磨床捷太格特中国官方网站 JTEKT3尺寸设计:偏心轴的尺寸设计需要考虑到其使用环境和负载要求。尺寸设计包括两个方面:一是确定轴的直径和长度,以满足承载和传输力矩的要求;二是确定轴的偏心量,以实现偏心轴的传动功能。 6精加工:偏心轴的精加工主要包括车削、铣削和切割等偏心轴的工艺规程与设计 百度文库

如下图所示的偏心轴零件的A表面需进行渗碳处理,渗碳层
3 天之前 — 如下图所示的偏心轴零件的A表面需进行渗碳处理,渗碳层深度要求为05~08mm。与A面有关的加工过程如下: (1)精车A面达到尺寸 (2)渗碳处理,控制渗碳层深度为t; (3)精磨A面,保证尺寸 ,同时保证渗碳层深度达到规定要求。 试确定t的数